

Kalitate handiko CNC prentsa-balazta fabrikazioa
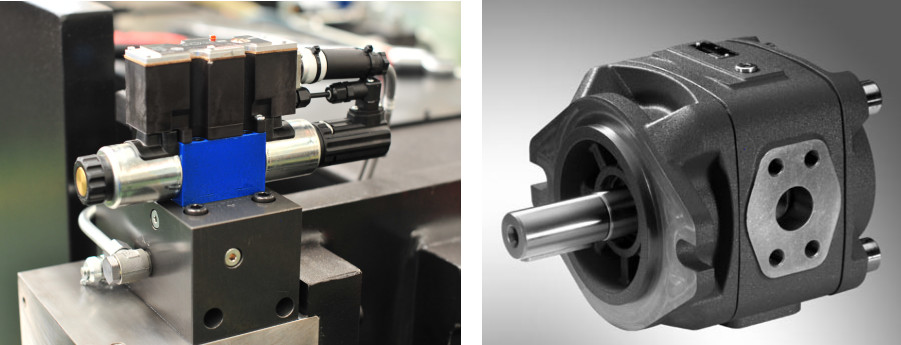
1. Sistema elektrohidraulikoa erabiltzen da zilindro bikoitzak kontrolatzeko, kontrol zehaztasun sinkronizatu handia, tolestura zehaztasun handia eta birposizionamendu zehaztasuna lortzeko.
2. Tolestura-prozesuan zehar irristailuaren deformazioak piezaren kalitatean duen eragina konpontzeko, desbideratze mekanikoaren konpentsazio automatikoaren sistema erabiltzen da. Konpentsazio-kopurua automatikoki doitzen du CNC sistemak zehaztasuna errazteko.
(1) Makina bi norabideko doikuntza-egitura batek konpentsatzen du, makinaren zeharkako eta luzetarako norabidearen konpentsazioa asetzeko gai dena.
(2) Puntu trinkoen konpentsazio-metodoa erabiltzen da tolesturaren zehaztasuna zehatzagoa izan dadin.
(3) Behin lekuan dagoen xaflaren lodiera bereko materialaren konpentsazioa, konpentsazio hidraulikotik eta egituraren aurrera eta atzerako mugimendutik desberdina dena, konpentsazio mekanikoak makina-erremintaren lan-mahaiaren nekearen deformazioa asko murrizten du, eta bere bizitza erabilgarria hobetzen du;
(4) Erabili erreduzitzaile berezia eta zehaztasun handiko potentziometroa konpentsazio-zehaztasuna zehaztasunez kontrolatzeko.
(5) Konpentsazio hidraulikoko lan-mahaiaren hiru plakako egituratik desberdina, gailu honek plaka bakarreko lan-mahaiaren diseinua hartzen du, eta horrek pieza tolestean interferentziak eraginkortasunez saihesten ditu.
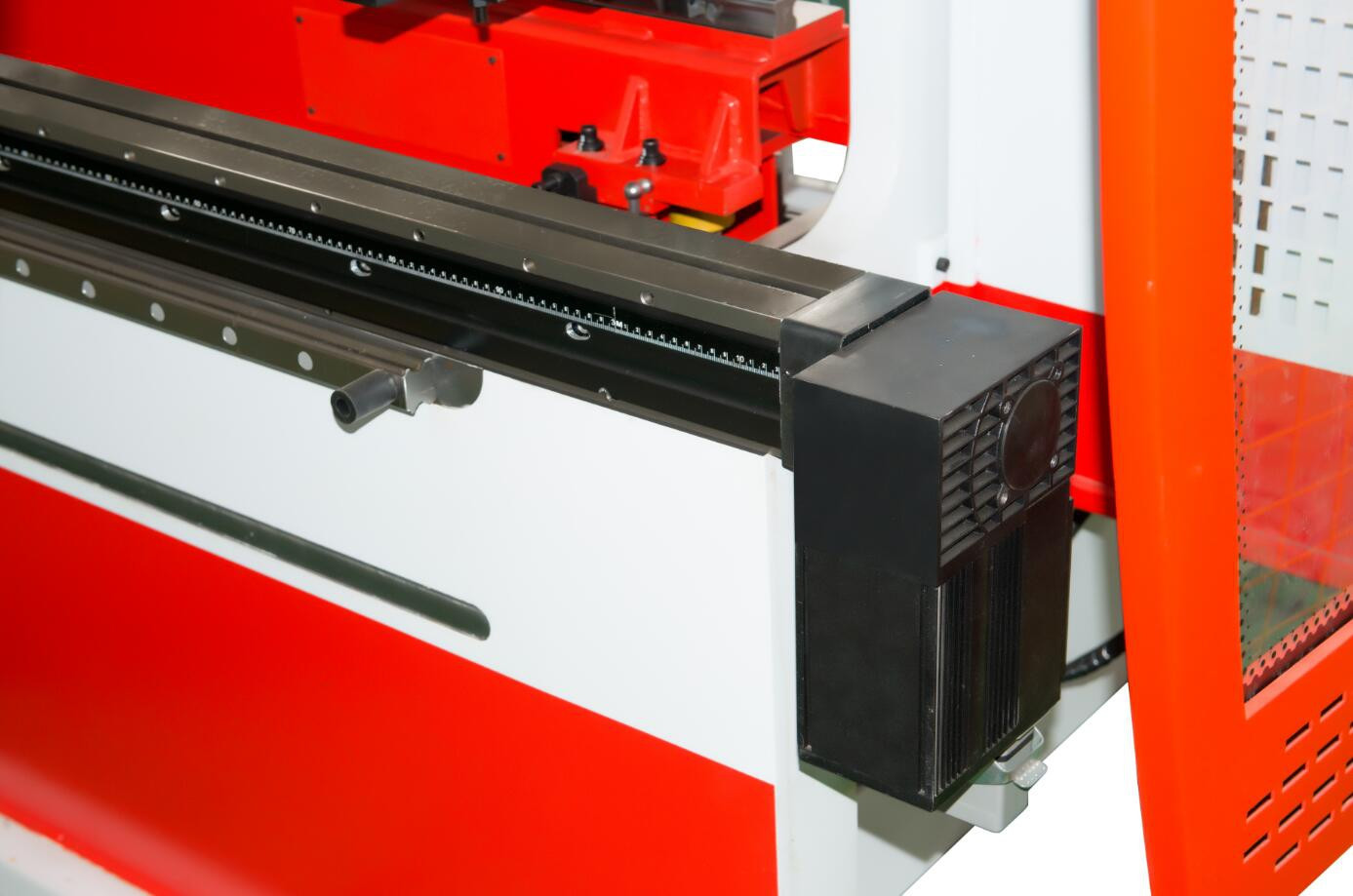
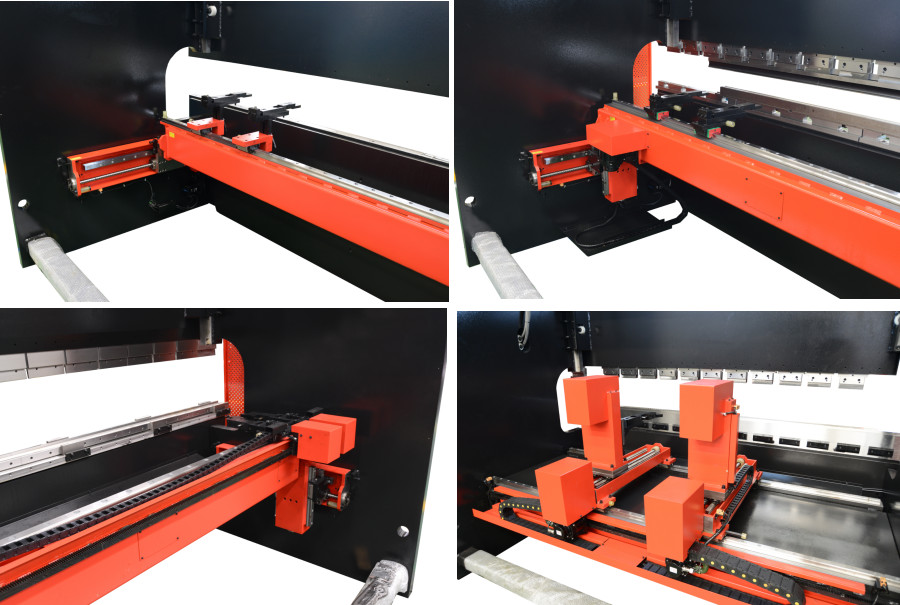
3. Atzeko neurgailu multifuntzionala, 6 ardatzetan zabal daitekeena, hau da, X1 eta X2 ardatzak aurrera eta atzera egiteko, R1 eta R2 ardatzak gora eta behera egiteko eta Z1 eta Z2 ezker eta eskuinerako. Piezaren tolestura malgutasunez egin daiteke.
4. Soldaduraren ondoren, markoa behin bakarrik muntatzen da, CNC pentaedro prozesatzeko zentroak prozesatzen du, markoaren zurruntasuna eta prozesatzeko zehaztasuna bermatuz.
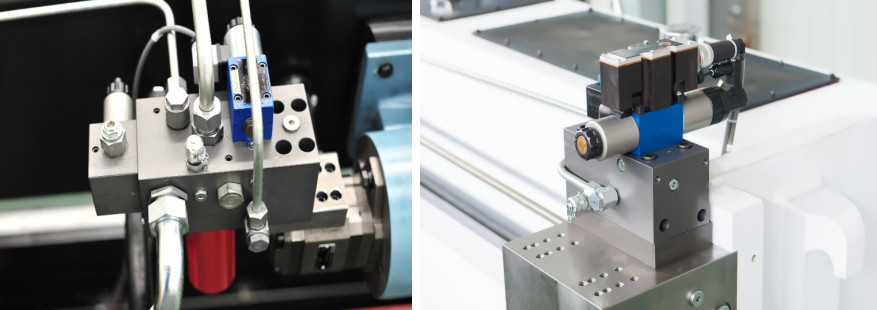
5. Kontrol hidrauliko integratuaren sistemak hoditeria gutxitzen du, horrela olio-ihesak saihesten ditu eta errendimenduaren egonkortasuna hobetzen du, makinaren itxura ere edertzen da.

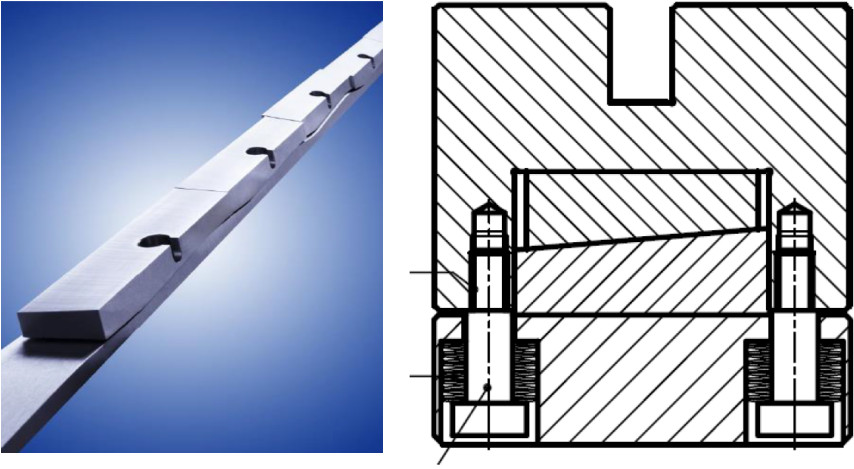
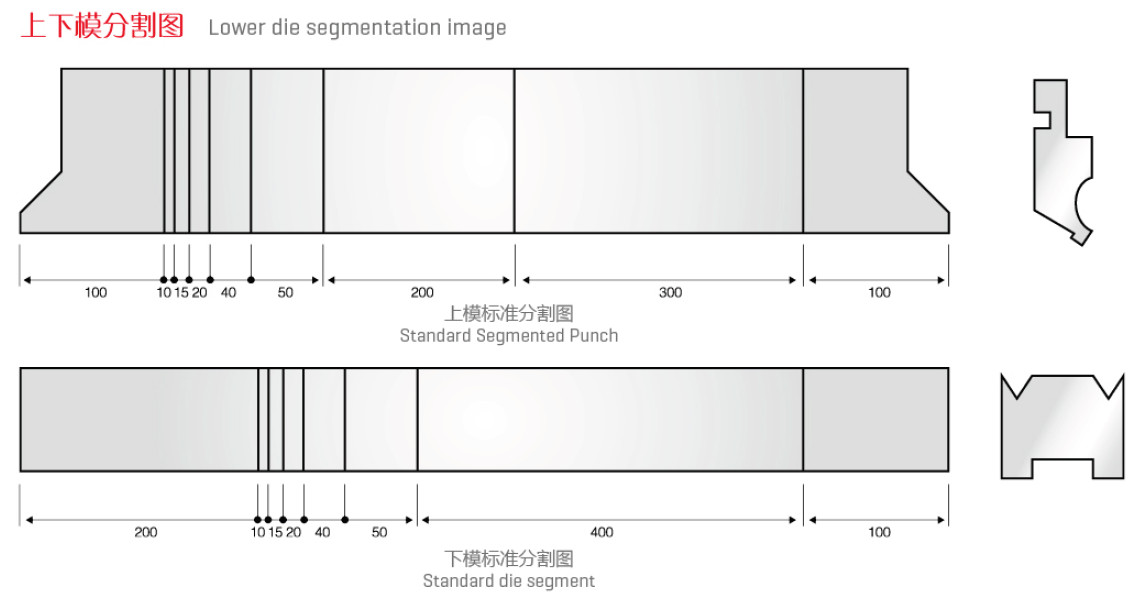
6. Segmentudun puntzoia luzera jakin batekin konbina daiteke pieza berezi baten tolestura-eskakizunaren arabera.
7. Lan-karga murrizteko eta lan-eraginkortasuna hobetzeko aukera gisa, zulo hidrauliko automatikoa edo mekaniko bidezko finkapen azkarra erabil daitezke.

8. CNC sistemak Delem CNC sistema erabiltzen du. CNC sistema honek azken zirkuitu elektronikoa, bereizmen handiko TFT koloretako benetako pantaila eta hizkuntza anitzeko menua ditu. Nazioartean tolestura-makinetarako lehen mailako kontrol-sistema da.
9. C motako eztarriaren konpentsazio-gailua makina-erremintaren eztarriaren azpian instalatzen da, eta detekzio-gailuarekin konektatuta dago. Tolestura-indarraren deformazio txikiak ez du eraginik izango sistemaren neurketa-zehaztasunean, eta edozein lodierako eta edozein material-xaflaren tolestura-zehaztasuna berma daiteke.
10. Aurrealdeko euskarria eta forru-gida mugimendua errazten dute


Delem DA66T CNC kontrol sistema nazioartean aurreratutako mailarekin
1. WINDOWS® sistema eragile osoa, makina berehala itzaltzeko gai da;
2. Hizkuntza anitzeko aukeraketa funtzionamendu erosoarekin;
3. Itxura dotoreko diseinua, pertsonengan oinarritutako funtzionamenduarekin;
4. Modulu-egitura adimenduna, sistema 24 ardatzetan zabaldu daiteke;
5. 17 "TFT benetako koloreko LCD pantaila, 2D programazio grafikoa;
6. Zirkuituaren diseinua murrizteko eta fidagarritasuna handitzeko PLC integratua;
7. USB saguaren ataka, teklatuaren ataka;

8. Makinaren lan-denboraren eta tolestura-denboraren metaketa automatikoa;
9. Tolestura-prozeduraren auto-konpilazioa eta tolestura-simulazioa;
10. Makinaren itxuraren, erremintaren eta piezaren zooma, 1:1:1 proportzioan, formatu grafikoarekin;
11. Trokelen programazio digitala, grafikoa eta bestelakoak, trokel laua, arku handiko trokelak, V ildaska anitzeko moldeak, V ildaska aldakorreko moldeak;
12, angelu zuzenketa automatikoaren datu-basea, autoikaskuntzako tolestura-tolerantzia taula eta norabide guztietako talka detektatzeko funtzioa, hondakin produktuak ezabatzen ditu;
13. Errore-alarma sistema gaizki funtzionatzea saihesteko;
14. Memoria-ahalmena 1G
15. Urruneko diagnostikoa;
16. Makina analisi software berezia, denbora errealeko jarraipena;
17. Lineaz kanpoko programazio software bereziak programazio denbora murriztu eta eraginkortasuna handitu dezake;
18. txertatutako fitxategiak kudeatzeko sistema, testu-editorea;
19. Tandem funtzionamendua;
20. Eragiketa-panela larrialdiko geldialdiarekin, eskuzko mugitze-irristailuarekin eta ergonomia-ikuspegiarekin hornituta dago.
T-3500TCNC sistema
1 Erabili denbora errealeko WINDOWS sistema eragilea, berehalako itzaltzea lortu ahal izateko;
2 hizkuntza aukera mota, ingelesezko interfazea ezar daiteke, erabiltzeko erraza;
3 moda diseinua, erabiltzeko erraza, pertsonengan oinarritutako isla;
4 lau ardatzeko estandar, modulu gehigarriak, sei ardatz arte onartzen ditu;
5.10 hazbeteko TFT benetako koloreko pantaila, LCD ukipen-pantaila, ukipen anitzekoa, bi dimentsioko grafikoen programazioa, 3D pantaila;
6 PLC funtzio integratua, zirkuituaren diseinua murriztu, fidagarritasuna handitu;
7.USB saguaren interfazea, teklatuaren interfazea;
8 lan ordu automatiko eta tolestura denborak;
9, programazio digitala eta 2D grafikoekin ukipen osokoa, tolestura prozesuaren 3D ikuspegia, tolestura prozesuaren konpilazio automatikoa eta tolestura simulazioa;
10. Makinaren forma, moldea eta pieza libreki handituta daude 1:1:1 proportzioan, grafikoen arabera.

11, trokelen programazio digitala, grafikoa eta bestelakoak, trokel laua, arku zirkular handiko trokelak, V ildaska anitzeko moldeak, V ildaska aldakorreko moldeak;
12. Errore-alarma sistema gaizki funtzionatzea saihesteko;
13. Memoria-ahalmena 1G
14. Makina analisi software berezia, denbora errealeko jarraipena;
15. txertatutako fitxategiak kudeatzeko sistema, testu-editorea;
16. Tandem funtzionamendua;
17. Eragiketa-panela larrialdiko geldialdiarekin, eskuzko mugitze-irristailuarekin eta ergonomia-ikuspegiarekin hornituta dago.
CNC Prentsa-balazta; cnc prentsa-balazta; cnc prentsa-balazta makina; cnc prentsa hidrauliko-balazta; cnc prentsa-balazta salgai; cnc balazta; xafla metalikoko balazta hidraulikoa; cnc prentsa hidrauliko-balazta makina; cnc xafla metalikoko balazta zehatza salgai; cnc metalezko balazta; prentsa-balazta makina; cnc prentsa hidrauliko-balazta tolesteko makina; prentsa hidrauliko-balazta makina
Holland DELEM DA52 CNC Sistema
1 Erabili denbora errealeko WINDOWS sistema eragilea, berehalako itzaltzea konturatu daiteke
2. Hizkuntza anitzeko aukeraketa funtzionamendu erosoarekin;
3. Itxura dotoreko diseinua, pertsonengan oinarritutako funtzionamenduarekin;
4. Egitura modular adimenduna, sistemak 4 ardatzak malgutasunez luzatu ditzake
5. 7 hazbeteko TFT LCD pantaila;
6. Zirkuituaren diseinua murrizteko eta fidagarritasuna handitzeko PLC integratua;
7. USB saguaren ataka, teklatuaren ataka, RS232 ataka, segurtasun PLC ataka;
8. Makinaren lan-denboraren eta tolestura-denboraren metaketa automatikoa;
9. Programazio digitala;
10. Moldeen programazio modu digitalean;
11. Angelu zuzenketa automatikoaren datu-basea;
12, errore-abisu sistema gaizki funtzionatzea saihesteko;
13, memoria-ahalmena 64M da;
14, analisi software berezia, denbora errealeko jarraipena;
15, Tandem funtzionamendua;
16, eragiketa-panela premiazko geldialdiarekin hornituta dago.

Holland DELEM DA53 CNC Sistema
1 Erabili DELEM-LINUX sistema eragilea, berehala itzaltzea lortuko duzu
2. Hizkuntza anitzeko aukeraketa funtzionamendu erosoarekin;
3. Itxura dotoreko diseinua, pertsonengan oinarritutako funtzionamenduarekin;
4. Egitura modular adimenduna, sistemak 4 ardatzak malgutasunez luzatu ditzake
5. 10 hazbeteko TFT LCD pantaila;
6. Zirkuituaren diseinua murrizteko eta fidagarritasuna handitzeko PLC integratua;
7. USB saguaren ataka, teklatuaren ataka, RS232 ataka, segurtasun PLC ataka;
8. Makinaren lan-denboraren eta tolestura-denboraren metaketa automatikoa;
9. Ukipen digitaleko programazioa;
10. Moldeen programazio modu digitalean;
11. Angelu zuzenketa automatikoaren datu-basea;
12, errore-abisu sistema gaizki funtzionatzea saihesteko;
13, memoria-ahalmena 64M da;
14, analisi software berezia, denbora errealeko jarraipena;
15. Txertatutako fitxategiak kudeatzeko sistema, testu-editorea
16, Tandem eragiketa;
17, eragiketa-panela premiazko geldialdiarekin hornituta dago.

| Ez. | Deskribapena | Kantitatea | Oharra |
| 1 | Eragiketa Fitxategiak | Multzo bat | |
| 2 | Barneko hexagono-giltza | Multzo bat | |
| 3 | Koipe-pistola | Ez bat. | |
| 4 | Lurrerako torlojua | Multzo bat | |
| 5 | Doikuntza-torlojua | Multzo bat | |
| 6 | Oin-kontrola | Ez bat. | |
| 7 | Tresneria estandarra | Multzo bat |
1. Olio hidraulikoa: inportatutako VG46# higaduraren aurkako olio hidraulikoa; eta beharrezko olio-masa makinaren zehaztapenen araberakoa da;
2. Energia: 380V, 50HZ, tentsio-aldaketa % 10--% 5
3. Ingurune-tenperatura: 0 °C - +40 °C
4. Inguruneko hezetasuna: hezetasun erlatiboa % 20-80 RH (kondentsaziorik gabe)
5. Mantendu bibrazio iturri indartsuetatik eta interferentzia elektromagnetikoetatik urrun
6. Hauts gutxi, gas kaltegarri edo korrosiborik ez
7. Prestatu zimenduak zimendu-marrazkiaren arabera
8. Hautatu makina-operadore gisa epe luzerako akordio baterako hezkuntza-esperientzia jakin bat duten langile erlatiboak.
| Ez. | Deskribapena | Kantitatea | Oharra |
| 1 | Eragiketa Fitxategiak | Multzo bat | |
| 2 | Barneko hexagono-giltza | Multzo bat | |
| 3 | Koipe-pistola | Ez bat. | |
| 4 | Lurrerako torlojua | Multzo bat | |
| 5 | Doikuntza-torlojua | Multzo bat | |
| 6 | Oin-kontrola | Ez bat. | |
| 7 | Tresneria estandarra | Multzo bat |
60T
| Zehaztapena | Unitatea | PR9 060/2550 | |
| Gehienezko tolestura-indarra | KN | 600 | |
| Tolestura-luzera maximoa | mm | 2550 | |
| Zutabearen distantzia | mm | 2150 | |
| Eztarriko sakonera | mm | 350 | |
| Ahari-kolpea | mm | 215 | |
| Itxitako altuera | mm | 530 | |
| Hurbiltze-abiadura | mm/s | 200 | |
| Lan-abiadura | mm/s | 18 | |
| Itzulera-abiadura | mm/s | 200 | |
| Motor nagusiaren potentzia | Kw | 7.5 | |
| CNC sistema | Holland Delem DA66T edo DA52S edo DA53T edo T-3500T CNC sistemak Y1, Y2, X, R, Z1, Z2 ardatzak eta koroaketa mekanikoa kontrolatzen ditu. | ||
| Olio-deposituaren edukiera | L | 300 | |
| X Ardatza | Zehaztasuna | mm | ±0,1 |
| Iktusa | mm | 500 | |
| Abiadura | mm/s | 400 | |
| Potentzia | Kw | 0,85 | |
| R Ardatza | Zehaztasuna | mm | ±0,1 |
| Iktusa | mm | 200 | |
| Abiadura | mm/s | 200 | |
| Potentzia | Kw | 0,85 | |
| Z1,Z2 Ardatza | Zehaztasuna | mm | ±0,1 |
| Iktusa | mm | 1250 | |
| Abiadura | mm/s | 1200 | |
| Potentzia | Kw | 0,75 | |
| Eskema-dimentsioa | Luzera | mm | 3400 |
| Zabalera | mm | 1400 | |
| Altuera | mm | 2510 | |
100T
| Zehaztapena | Unitatea | PR9 100/3100 | PR9 100/4100 | |
| Gehienezko tolestura-indarra | KN | 1000 | 1000 | |
| Tolestura-luzera maximoa | mm | 3100 | 4100 | |
| Zutabearen distantzia | mm | 2700 | 3700 | |
| Eztarriko sakonera | mm | 420 | 420 | |
| Ahari-kolpea | mm | 265 | 265 | |
| Itxitako altuera | mm | 530 | 530 | |
| Hurbiltze-abiadura | mm/s | 220 | 220 | |
| Lan-abiadura | mm/s | 17 | 13 | |
| Itzulera-abiadura | mm/s | 220 | 150 | |
| Motor nagusiaren potentzia | Kw | 15 | 11 | |
| CNC sistema | Holland Delem DA66T edo DA52S edo DA53T edo T-3500T CNC sistemak Y1, Y2, X, R, Z1, Z2 ardatzak eta koroaketa mekanikoa kontrolatzen ditu. | |||
| Olio-deposituaren edukiera | L | 350 | 500 | |
| X Ardatza | Zehaztasuna | mm | ±0,1 | ±0,1 |
| Iktusa | mm | 500 | 500 | |
| Abiadura | mm/s | 400 | 400 | |
| Potentzia | Kw | 0,85 | 0,85 | |
| R Ardatza | Zehaztasuna | mm | ±0,1 | ±0,1 |
| Iktusa | mm | 200 | 200 | |
| Abiadura | mm/s | 200 | 200 | |
| Potentzia | Kw | 0,85 | 0,85 | |
| Z1,Z2 Ardatza | Zehaztasuna | mm | ±0,1 | ±0,1 |
| Iktusa | mm | 1850 | 2800 | |
| Abiadura | mm/s | 1200 | 1200 | |
| Potentzia | Kw | 0,75 | 0,75 | |
| Eskema-dimentsioa | Luzera | mm | 3450 | 4450 |
| Zabalera | mm | 1600 | 1600 | |
| Altuera | mm | 2750 | 2710 | |
150T
| Zehaztapena | Unitatea | PR9 150/3100 | PR9 150/4100 | |
| Gehienezko tolestura-indarra | KN | 1500 | 1500 | |
| Tolestura-luzera maximoa | mm | 3100 | 4100 | |
| Zutabearen distantzia | mm | 2700 | 3700 | |
| Eztarriko sakonera | mm | 420 | 420 | |
| Ahari-kolpea | mm | 265 | 265 | |
| Itxitako altuera | mm | 530 | 530 | |
| Hurbiltze-abiadura | mm/s | 180 | 180 | |
| Lan-abiadura | mm/s | 11 | 11 | |
| Itzulera-abiadura | mm/s | 150 | 150 | |
| Motor nagusiaren potentzia | Kw | 15 | 15 | |
| CNC sistema | Holland Delem DA66T edo DA52S edo DA53T edo T-3500T CNC sistemak X, Y1, Y2, R, Z1, Z2 ardatzak eta koroaketa mekanikoa kontrolatzen ditu. | |||
| Olio-deposituaren edukiera | L | 440 | 600 | |
| Olio-tanga kopurua | ez. | 3 | 4 | |
| X Ardatza | Zehaztasuna | mm | ±0,10 | ±0,1 |
| Iktusa | mm | 500 | 500 | |
| Abiadura | mm | 500 | 400 | |
| Potentzia | kw | 0,85 | 0,85 | |
| R Ardatza | Zehaztasuna | mm | ±0,10 | ±0,1 |
| Iktusa | mm | 200 | 200 | |
| Abiadura | mm | 200 | 200 | |
| Potentzia | kw | 0,85 | 0,85 | |
| Z1,Z2 Ardatza | Zehaztasuna | mm | ±0,10 | ±0,1 |
| Abiadura | mm | 1200 | 1200 | |
| Iktusa | mm | 1850 | 2800 | |
| Potentzia | kw | 0,75 | 0,75 | |
| Eskema-dimentsioa | Luzera | mm | 3470 | 4470 |
| Zabalera | mm | 1720 | 1720 | |
| Altuera | mm | 2700 | 2710 | |
PR9 060
| Ez. | Izena | Modeloa | Marka | |
| 1 | CNC sistema | DA66T/T-3500T/DA52S edo DA53T CNC Sistema | Holanda DELEM | |
| 2 | Servo motorra | ECMA-E21315RS/SGM7G-09AFC61 | DELTA EDO YASAKAWA | |
| 3 | Servo gidaria | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA EDO YASAKAWA | |
| 4 | Sistema hidraulikoa | Sistema elektrohidraulikoa | Alemaniako Bosch-Rexroth edo Alemaniako HOERBIGER | |
| Sinkronizazioa kontrolatzen duen muntaketa | a. presio-balbula | |||
| b. balbula aktiboa | ||||
| c. proportziozko servo-balbula etab. | ||||
| Kontrol hidraulikoaren muntaketa | a. kartutxo-balbula | |||
| b. presio-balbula proportzionala | ||||
| c. hautatze-balbula | ||||
| d. deskonpresio-balbula proportzionala | ||||
| e. presio-balbula etab. | ||||
| 5 | Gida lineala | 35A---760L EDO 35E-760L | THK EDO PMI | |
| 6 | Bola-torlojua | 25/20-1000L edo R25/20-880/1000 | THK EDO PMI | |
| 7 | Olio-ponpa | PGH3-2X/016RE071VU2 | Alemania Rexroth | |
| 8 | Olio-zilindroko zigilatzeko eraztun multzo osoa | AEB PARKER | AEB PARKER | |
| 9 | Presio handiko hodi multzo osoa | 1.GE16 ZSR 3/4EDCF | AEBko PARKER, EO-2 hodi-juntura edo Alemaniako VOSS hodi-juntura | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF etab. | ||||
| 10 | Akoplamendua | R38 25/42 | Alemaniako KTR | |
| 11 | Korronte alternoko kontaktua | LC1-D1810B7、LC1-D0910B7N etab. | Schneider | |
| 12 | Hurbiltasun-etengailua | TP-SM5P2 etab. | TXANDATU | |
| 13 | Terminaleko kablea | UK2.5B、UK10N etab. | Fenix | |
| 14 | Botoia | XB2-BVB3LC etab. | Schneider | |
| 15 | Pintura | Herbehereak SIKKENS | ||
| 16 | Koroatzea | Marka nazionala (estandarra) | SREE/BATASUNA | |
| 17 | Koroatzea | Inportatua (aukera) | TXALETA | |
| 18 | Aurrealdeko aldekoa | estandarra | JFY | |
PR9 100
| Ez. | Izena | Modeloa | Marka | |
| 1 | CNC sistema | DA66T edo DA52S edo DA53T edo T-3500T CNC Sistema | Holanda DELEM | |
| 2 | Servo motorra | ECMA-E21315RS/SGM7G-09AFC61 | DELTA EDO YASAKAWA | |
| 3 | Servo gidaria | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA EDO YASAKAWA | |
| 4 | Sistema hidraulikoa | Sistema elektrohidraulikoa | Alemaniako Bosch-Rexroth edo Alemaniako HOERBIGER | |
| Sinkronizazioa kontrolatzen duen muntaketa | a. presio-balbula | |||
| b. balbula aktiboa | ||||
| c. proportziozko servo-balbula etab. | ||||
| Kontrol hidraulikoaren muntaketa | a. kartutxo-balbula | |||
| b. presio-balbula proportzionala | ||||
| c. hautatze-balbula | ||||
| d. deskonpresio-balbula proportzionala | ||||
| e. presio-balbula etab. | ||||
| 5 | Gida lineala | 35A-760L EDO 35E-760L | THK EDO PMI | |
| 6 | Bola-torlojua | 20/25-880/1000 EDO R25/20-880/1000 | THK EDO PMI | |
| 7 | Olio-ponpa | PGH4-3X/032RE071VU2 | Alemania Rexroth | |
| IPVAP5-32 | Alemania VOITH | |||
| HQI3-32 | Alemania Eckerle | |||
| 8 | Olio-zilindroko zigilatzeko eraztun multzo osoa | AEB PARKER | AEB PARKER | |
| 9 | Presio handiko hodi multzo osoa | 1.GE16 ZSR 3/4EDCF | AEBko PARKER, EO-2 hodi-juntura edo Alemaniako VOSS hodi-juntura | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF etab. | ||||
| 10 | Akoplamendua | R38 25/42 | Alemaniako KTR | |
| 11 | Korronte alternoko kontaktua | LC1-D1810B7、LC1-D0910B7N etab. | Schneider | |
| 12 | Hurbiltasun-etengailua | TP-SM5P2 etab. | TXANDATU | |
| 13 | Terminaleko kablea | UK2.5B、UK10N etab. | Fenix | |
| 14 | Botoia | XB2-BVB3LC etab. | Schneider | |
| 15 | Pintura | KAILEDI | ||
| 16 | Koroatzea | Marka nazionala (estandarra) | SREE/BATASUNA | |
| 17 | Koroatzea | Inportatua (aukera) | TXALETA | |
| 18 | Aurrealdeko aldekoa | estandarra | JFY | |
PR9 150
| Ez. | Izena | Modeloa | Marka | |
| 1 | CNC sistema | DA66T edo DA52S edo DA53T edo T-3500T CNC Sistema | Holanda DELEM | |
| 2 | Servo motorra | ECMA-E21315RS/SGM7G-09AFC61 | DELTA EDO YASAKAWA | |
| 3 | Servo gidaria | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA EDO YASAKAWA | |
| 4 | Sistema hidraulikoa | Sistema elektrohidraulikoa | Bosch-Rexroth Alemania | |
| Sinkronizazioa kontrolatzen duen muntaketa | a. presio-balbula | |||
| b. balbula aktiboa | ||||
| c. proportziozko servo-balbula etab. | ||||
| Kontrol hidraulikoaren muntaketa | a. kartutxo-balbula | |||
| b. presio-balbula proportzionala | ||||
| c. hautatze-balbula | ||||
| d. deskonpresio-balbula proportzionala | ||||
| e. presio-balbula etab. | ||||
| 5 | Gida lineala | 35A-760L EDO 35E-760L | THK EDO PMI | |
| 6 | Bola-torlojua | 20/25-880/1000 EDO R25/20-880/1000 | THK EDO PMI | |
| 7 | Olio-ponpa | PGH4-3X/032RE071VU2 | Alemania Rexroth | |
| IPVAP5-32 | Alemania VOITH | |||
| HQI3-32 | Alemania Eckerle | |||
| 8 | Olio-zilindroko zigilatzeko eraztun multzo osoa | AEB PARKER | AEB PARKER | |
| 9 | Presio handiko hodi multzo osoa | 1.GE16 ZSR 3/4EDCF | AEBko PARKER, EO-2 hodi-juntura edo Alemaniako VOSS hodi-juntura | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4.TH10 ZLR KDSCF | ||||
| 5.WH10 ZSR KDSCF etab. | ||||
| 10 | Akoplamendua | R38 25/42 | Alemaniako KTR | |
| 11 | Korronte alternoko kontaktua | LC1-D1810B7、LC1-D0910B7N etab. | Schneider | |
| 12 | Hurbiltasun-etengailua | TP-SM5P2 etab. | TXANDATU | |
| 13 | Terminaleko kablea | UK2.5B、UK10N etab. | Fenix | |
| 14 | Botoia | XB2-BVB3LC etab. | Schneider | |
| 15 | Pintura | KAILEDI | ||
| 16 | Koroatzea | Marka nazionala (estandarra) | SREE/BATASUNA | |
| 17 | Koroatzea | Inportatua (aukera) | TXALETA | |
| 18 | Aurrealdeko aldekoa | estandarra | JFY | |
CNC Prentsa-balazta; cnc prentsa-balazta; cnc prentsa-balazta makina; cnc prentsa hidrauliko-balazta; cnc prentsa-balazta salgai; cnc balazta; xafla metalikoko balazta hidraulikoa; cnc prentsa hidrauliko-balazta makina; cnc xafla metalikoko balazta zehatza salgai; cnc metalezko balazta; prentsa-balazta makina; cnc prentsa hidrauliko-balazta tolesteko makina; prentsa hidrauliko-balazta makina
